眾所周知,注塑機鎖模系統的剛性對注塑機是非常重要的。下面以機鉸式注塑機與兩板式注塑機為例,就注塑機鎖模系統剛性對注塑機的加工能力、使用壽命、系統能耗等方面的影響以及如何選用這兩種注塑機為大家做一個簡要的介紹。
首先來了解一下機鉸式注塑機與兩板式注塑機(以用表列出兩者不同處和相同處):

圖一:機鉸式注塑機鎖模機構結構圖
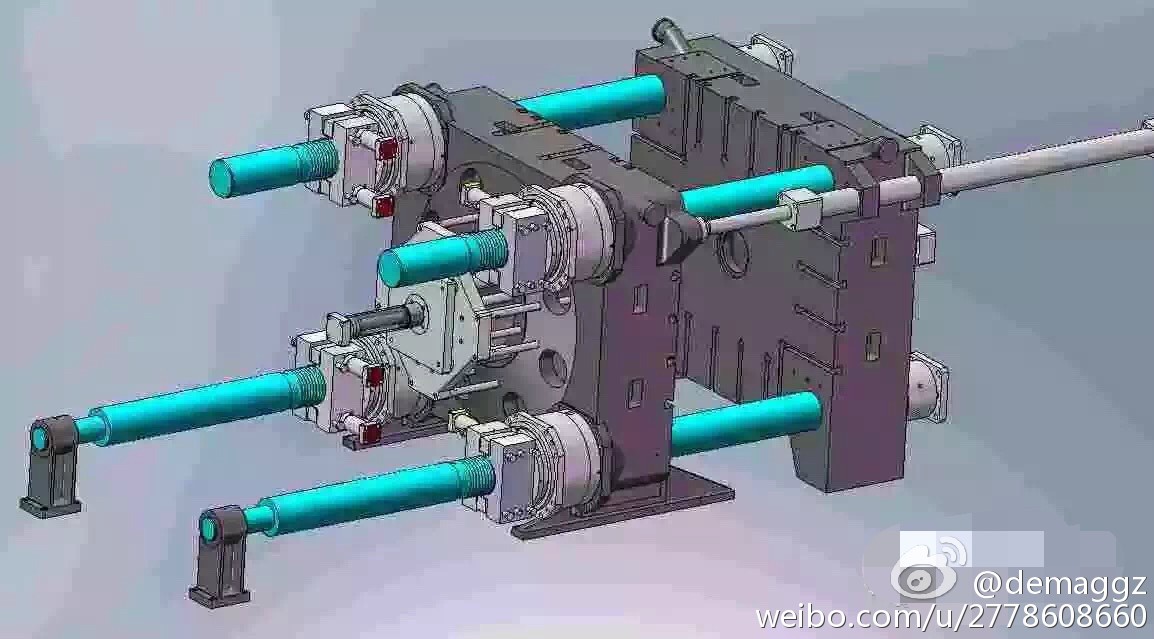
圖二:兩板式注塑機鎖模機構結構圖
我們可以通過聯接件與被聯接件的疲勞校核來類比分析鎖模系統中鎖模機構剛性與模具剛性對整個注塑機的影響。
一、鎖模機構剛性對注塑機的加工能力的影響
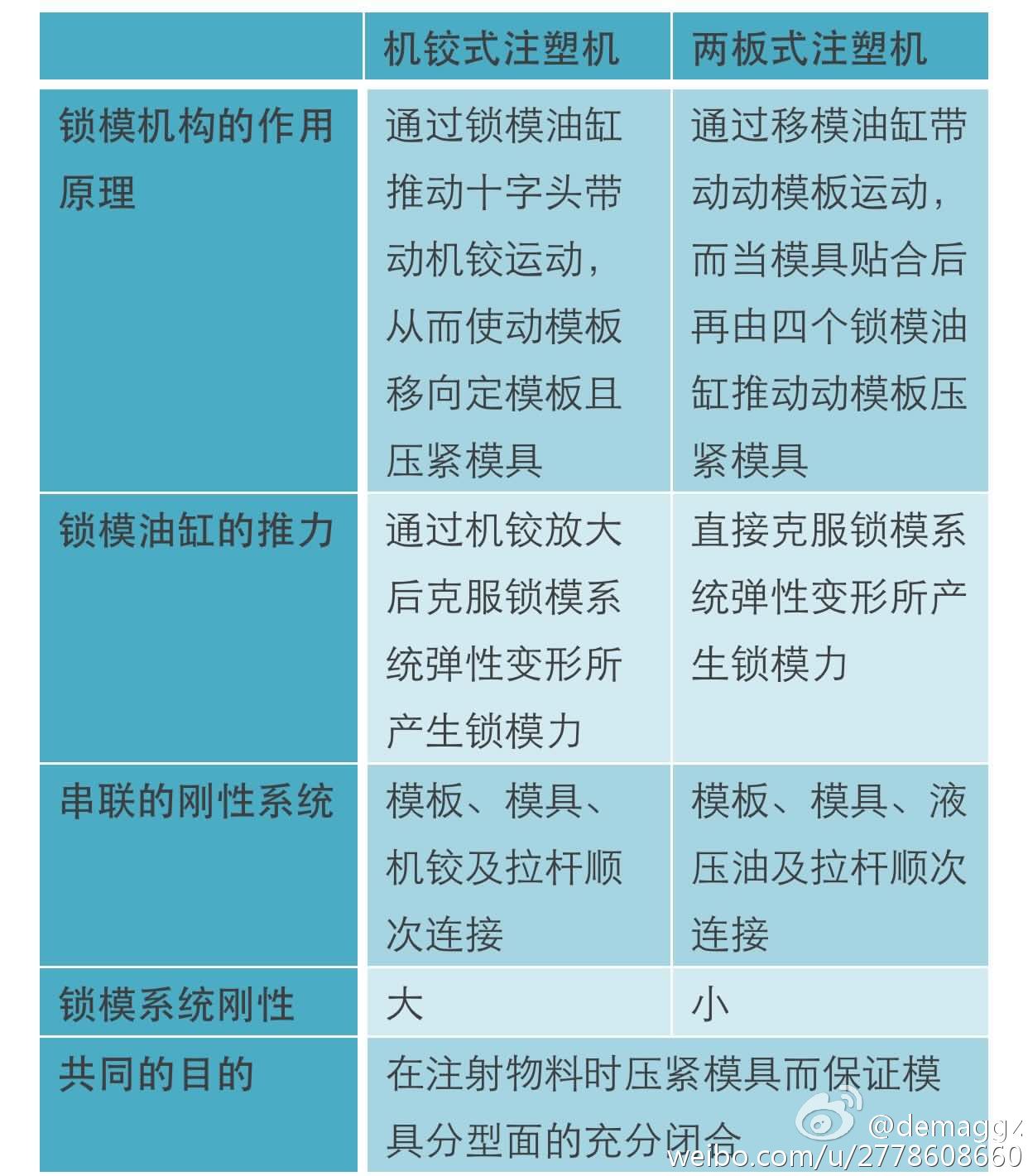
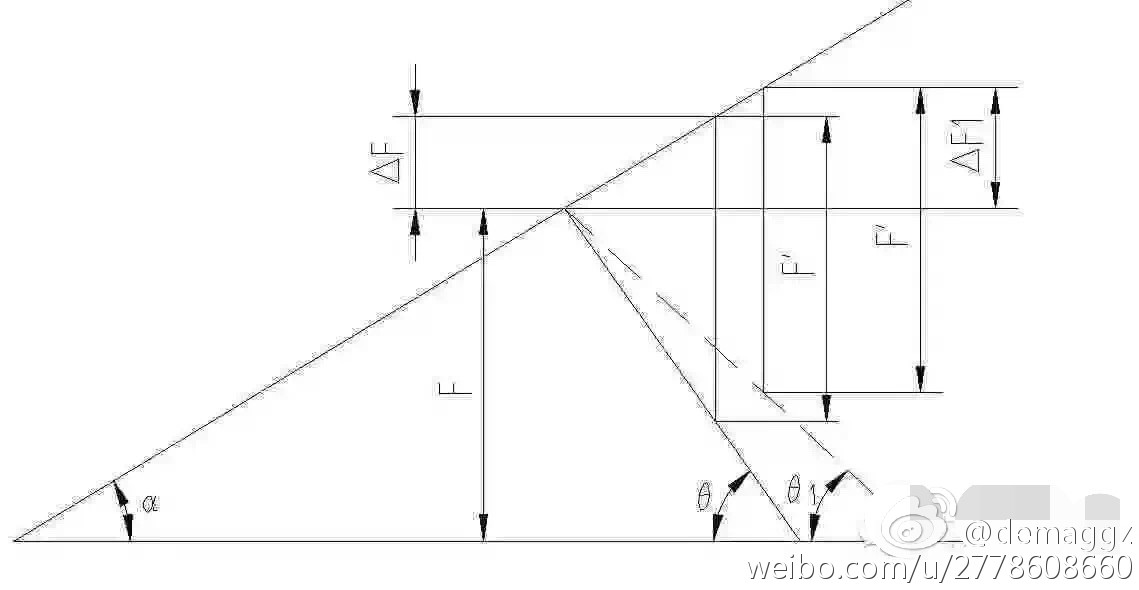
圖三
備注:
F代表注塑機的額定鎖模力;tgα1代表兩板式注塑機鎖模機構的剛性;tgα代表機鉸式注塑機鎖模機構的剛性;tgθ代表模具的剛性;F1’代表兩板式注塑機注射時鎖模機構所提供的最大鎖模力;F’代表機鉸式注塑機注射時鎖模機構所提供的最大鎖模力;
如圖三所示:在額定鎖模力相同的情況下,不同剛性鎖模機構對同一模具所提供的最大鎖模力是不相同的。剛性好的鎖模機構所能提供的最大鎖模力明顯高于剛性差的鎖模機構所能提供的最大鎖模力。
這就意味著剛性好的鎖模機構具有更強的加工能力,更好抗過載能力。這也是部分模具在機鉸式注塑機上使用沒問題,而在相同額定鎖模力的兩板式注塑機或直壓式注塑機上使用時會出現飛邊的原因。
二、鎖模機構剛性對注塑機及模具的使用壽命的影響
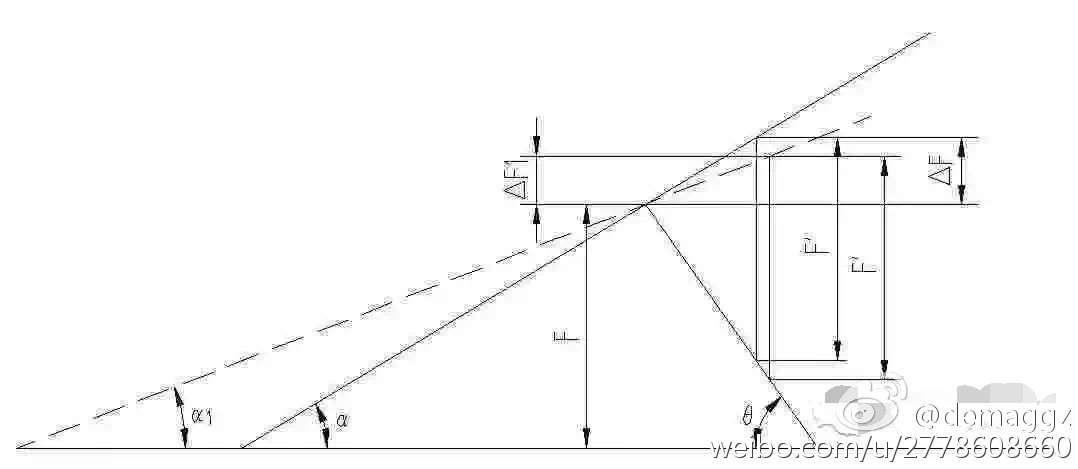
圖四
備注:
F代表注塑機的額定鎖模力;tgα1代表兩板式注塑機鎖模機構的剛性;tgα代表機鉸式注塑機鎖模機構的剛性;tgθ代表模具的剛性;F’代表成型制品時所需的實際鎖模力;△F1代表兩板式注塑機成型制品時所產生的應力幅;△F代表機鉸式注塑機成型制品時所產生的應力幅。
如圖四所示:在額定鎖模力相同的情況下,成型同一制品剛性小的鎖模機構而產生的應力幅也相對較小。從這一角度講意味著成型同一制品時,剛性小的鎖模機構能有更長的使用壽命,同理模具的使用壽命也就更長。
圖五
備注:
F代表注塑機的額定鎖模力; tgα代表注塑機鎖模機構的剛性;tgθ代表模具的剛性;tgθ1代表模具(1)的剛性;F’代表成型制品時所需的實際鎖模力;△F代表模具成型制品時所產生的應力幅;△F1代表模具(1)成型制品時所產生的應力幅;
同理:在同一鎖模機構中使用剛性好的模具也具有更小的應力幅,機器及模具的使用壽命也就更長。
除此以外剛性好的模具也可有效防止注射時實際鎖模力的急劇升高,這也就是有些客戶在使用液壓式注塑機時發現鎖模油缸密封圈經常壞,甚至出現鎖模油缸爆管的原因。
這時就需要在懷疑注塑機設計有誤的同時也需考慮所使用的模具剛性是否與注塑機相匹配,因為從上圖分析可得到當注塑機使用絕對剛性的模具時,其實際鎖模力與額定鎖模力是相等的。當然絕對剛性的模具是不存在的,這里只是方便大家理解而舉出的極限例證而已。
同樣也可從同時減少鎖模機構的剛性和增強模具的剛性來減小成型時所產生的應力幅,最終達到增長機器及模具使用壽命的目的。
三、鎖模機構剛性對系統能耗的影響
由彈性定律可知,系統剛性越好其在加載時系統的變形量也就越小。當零部件變形量發生變化的同時,儲存在其中的能量也在變化。由于材料變形所儲存的能量是其受力與變形量乘積的一半,所以在同樣載荷的鎖模系統耗能大小與系統變形量是一個線性的關系。
這也就意味著剛性好的鎖模系統擁有更低的系統能耗,這也是普遍說機鉸機比兩板機或直壓機節能的原因。
四、如何選用這兩種注塑機
1)通過鎖模系統剛性
如果拿兩板式注塑機與機鉸式注塑機比鎖模系統剛性,兩板式注塑機肯定是比不過機鉸式注塑機的。當然從整機綜合性能上分析也并不是鎖模系統剛性越強越好,最重要的是注塑機鎖模系統剛性要與模具剛性及成型制品時所需的實際鎖模力相匹配。
2)對模具剛性的要求
帶抱閘結構的兩板式注塑機因其獨特的合模結構相對于直壓式注塑機鎖模系統剛性已得到了很大的提高,而且保留了直壓式注塑機鎖模力精確可控及開合模行程不受限制等優點。特別適用于低壓注射、深腔制品及有二次合模的動作的注壓注射等等。但不適用于薄璧深腔等實際鎖模力比額定鎖模力高于很多的制品成型,當然兩板式注塑機比機鉸式注塑機對適用模具有更高的剛性要求。
3)機鉸式注塑機的優缺點
優點:機鉸式注塑機因其機鉸特性而有更好的開合模動作特性、更高鎖模系統剛性及更低的系統能耗,
缺點:存在著鎖模力不精確可控、開合模行程受模板尺寸限制及隨著機鉸磨損合模精度下降等缺點。
總之,兩板式注塑機與機鉸式注塑機是各有優缺點。客戶而應該根據成型制品的需要結合模具的剛性合理選擇使用注塑機。
免責聲明:本文系網絡轉載;轉自廣州博創技術創新中心,艾邦高分子整理;版權歸原作者所有。轉載僅為分享更多信息,如涉及作品版權問題,請與我們聯系,我們將在第一時間刪除內容!